
A chamada Impressão 3D é uma tecnologia de fabricação aditiva onde um modelo tridimensional criado em computador é construído fisicamente pela sobreposição de sucessivas camadas de material. Os processos de fabricação usuais são chamados subtrativos, pois parte-se de um bloco ou tarugo de material e remove-se tudo o que é desnecessário na peça desejada, gerando portanto grande desperdício de material e grande quantidade de resíduos. Nesse sentido, a impressão 3D é um processo extremamente econômico e versátil, permitindo inclusive a produção de objetos completamente inviáveis aos processos tradicionais, tendo sido chamada comumente de “A Nova Revolução Industrial”.
Existem diversas tecnologias de impressão 3D que não serão abordadas aqui, pois as variações são imensas, e a cada dia surgem novas derivações dessas diferentes tecnologias.
O sistema que usamos é o chamado FDM, ou Deposição de Material Fundido, e é nele que nos concentraremos.
Após intensa pesquisa de mercado, a opção foi pela compra de uma impressora fabricada no Brasil pela empresa Sethi3D, que oferece ótima relação custo-benefício e um excelente suporte técnico e atendimento pós-venda.
Temos atualmente dois modelos de impressoras Sethi3D em operação, uma AIP e uma S3.
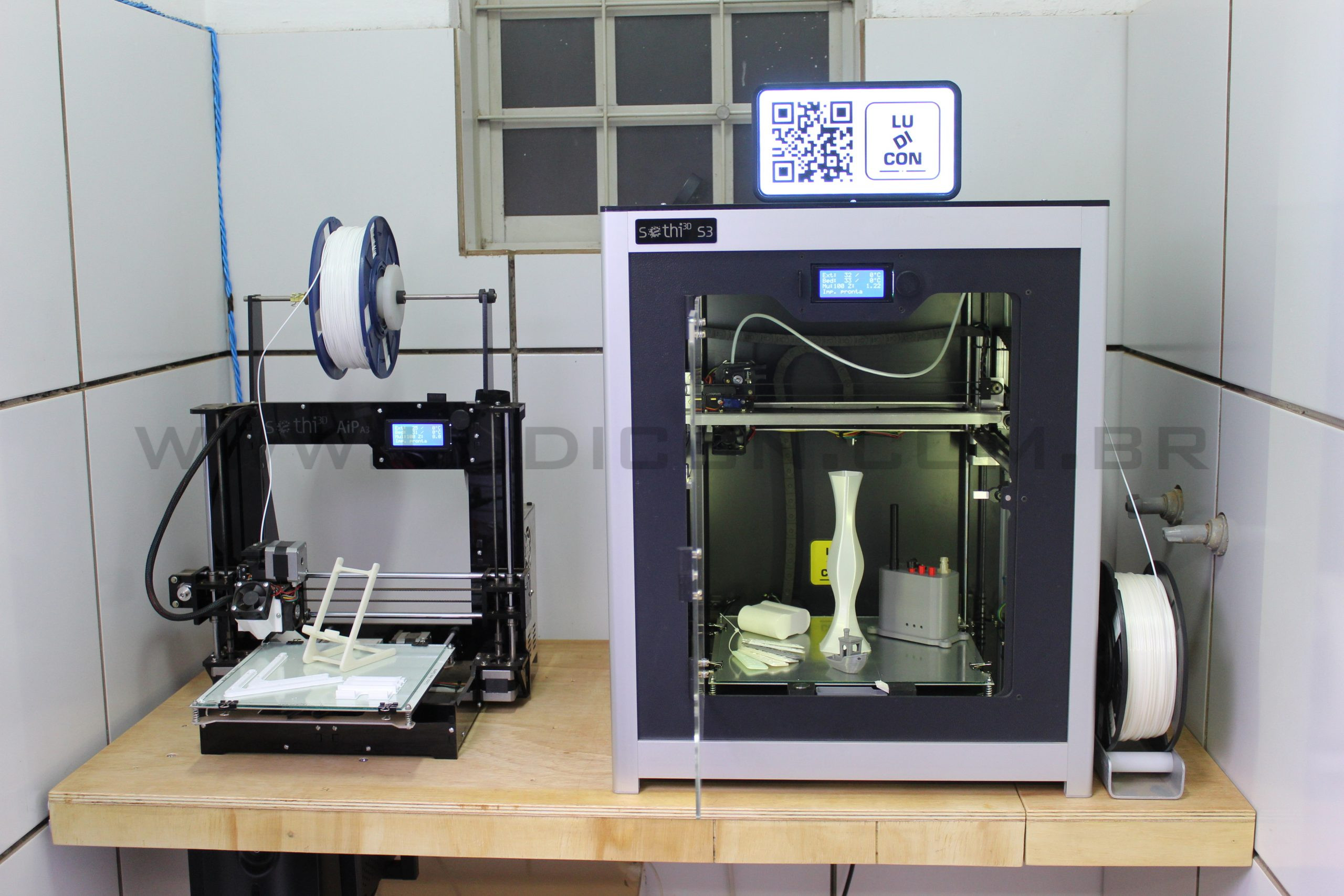
Impressoras Sethi3D modelos AIP e S3.
O sistema FDM consiste em um filamento plástico acondicionado em rolos de 1 kg que a máquina funde e deposita formando o contorno do objeto com um ou mais perímetros concêntricos (paredes), e depois preenchendo esse contorno com uma estrutura alveolar que pode variar entre 0 e 100 % do volume interno e que apresenta diversos formatos, como se pode observar nas fotos abaixo.
Os plásticos mais utilizados são o ABS, que é um derivado de petróleo, forte, flexível e resistente ao calor e o PLA, um plástico derivado de Ácido Láctico, geralmente proveniente de milho ou mandioca, bio-degradável mas menos resistente que o ABS tanto mecanicamente quanto a altas temperaturas.
O PLA é também mais quebradiço e menos flexível que o ABS, mas em contrapartida apresenta menor retração ao esfriar, o que garante peças livres de torções e de tensões internas, comuns nas peças feitas em ABS.
Existem diversas cores de material, sólidas ou translúcidas à disposição.Também existem filamentos feitos de Nylon, de materiais flexíveis, com carga de fibras de madeira e partículas de metal, e a cada dia aparecem novos materiais, mas isso foge ao foco deste texto.
As camadas de material depositado pelo sistema FDM podem ter entre 0.1 e 0.3 mm de altura, mas a largura do material depositado é fixa, depende do diâmetro do furo do bico da extrusora, e mede cerca de 0.4 mm para as máquinas que usamos.
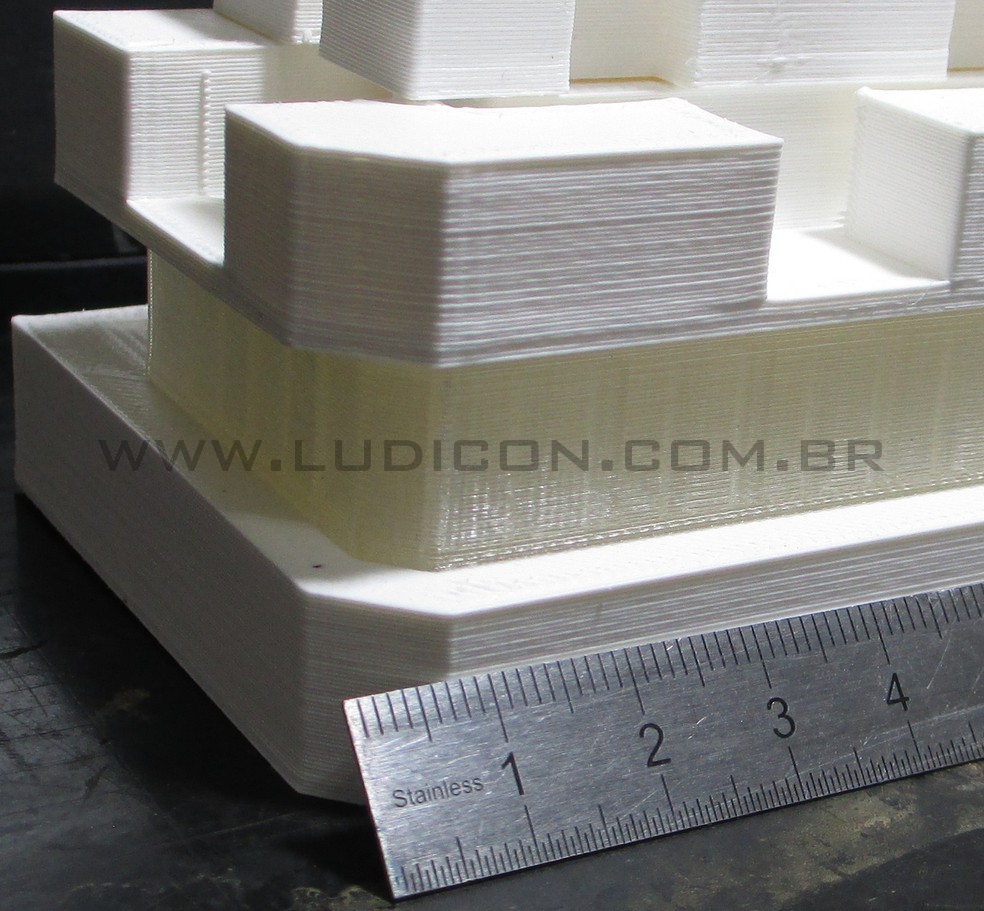
Camadas sucessivas de 0.3 mm de espessura em close-up

Close da estrutura interna de um objeto impresso em 3D pela tecnologia FDM com 10% de preenchimento hexagonal
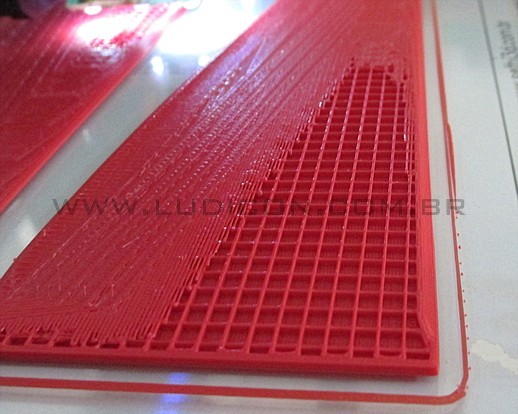
Detalhe de estrutura interna e das camadas

Diferentes porcentagens de preenchimento do tipo linear, sendo 10% à esquerda e 20% à direita. Os objetos da foto estavam lado a lado, a imagem não é editada.

Acabamento superficial no topo das peças. O acabamento na base é liso por conta do suporte de vidro onde as peças são produzidas
Após a produção da peça, geralmente é necessário efetuar um trabalho de acabamento, que remove os fios soltos de material resultantes de escorrimento do plástico fundido durante o deslocamento da extrusora.
A quantidade de trabalho de acabamento necessária varia com o tipo de plástico selecionado e com alguns parâmetros do processo de impressão 3D, como por exemplo temperatura do filamento e velocidade de deposição.

Esses filamentos e pequenas rebarbas são removidos no processo de acabamento
O objeto criado em ambiente virtual pelo programa de modelagem deve ser exportado em um formado específico, conhecido como STL (acrônimo em inglês para Estereolitografia), e que depois será processado pelo programa que prepara o arquivo responsável pelo controle da impressora 3D, no nosso caso o software Simplify3D, que é pago.
Existem também opções gratuitas como o Repetier-Host, Cura e Slic3r.
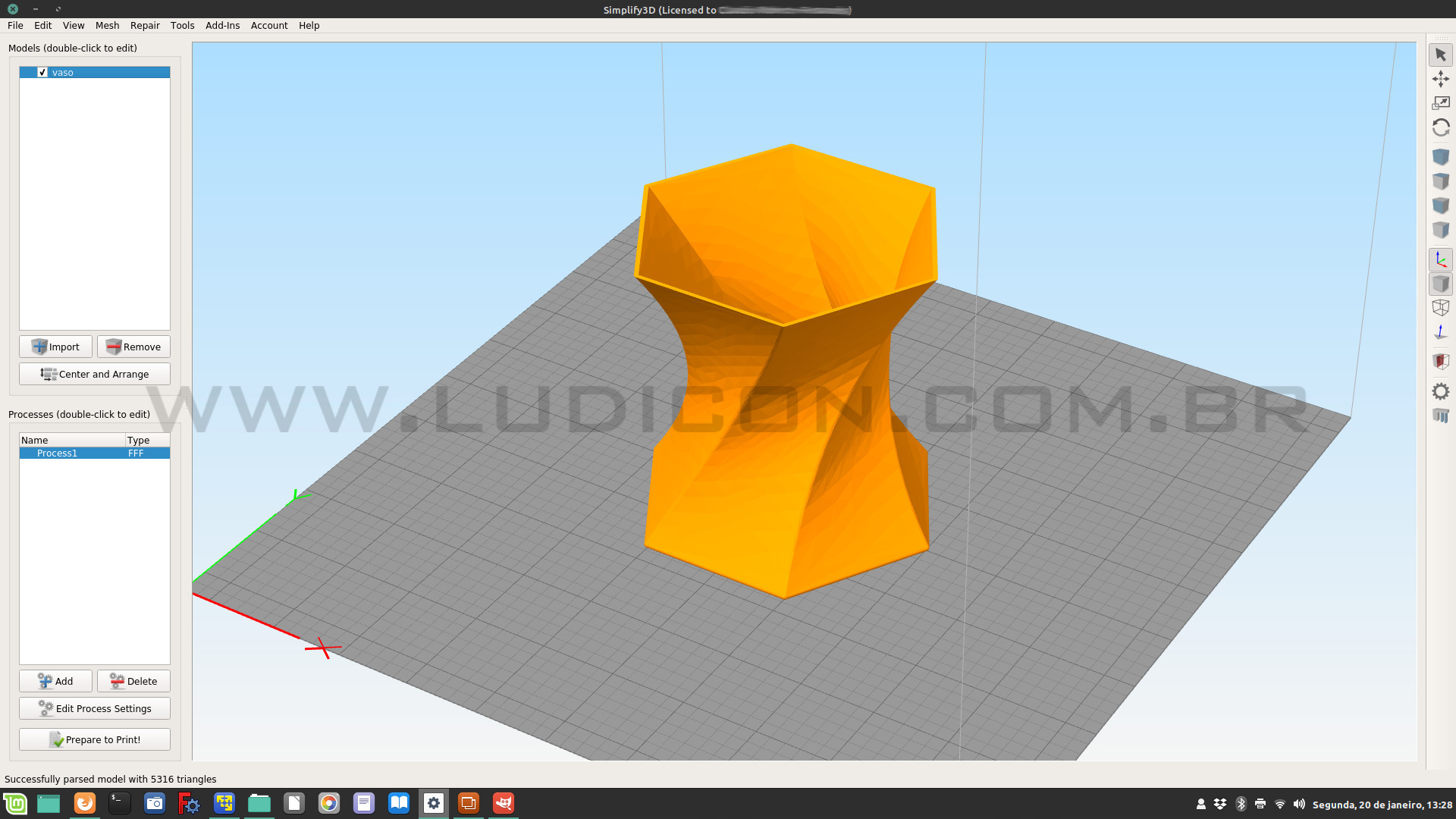
Software Simplify3D
O Simplify3D consiste de um fatiador e um gerador de comandos Gcode.
A função do fatiador é dividir o objeto em camadas sucessivas, que serão produzidas em sequência.
A seguir, o fatiador gera os comandos Gcode responsáveis pelo acionamento dos motores e aquecedores da máquina para que através dos deslocamentos nos diferentes eixos o material fundido seja depositado em camadas sucessivas, na temperatura e velocidade corretas, e assim forme o objeto desejado.
O fatiador também especifica parâmetros como a espessura das camadas, a temperatura da mesa aquecida (importante para evitar que os objetos se soltem ou sofram empenamentos durante o processo), a temperatura do filamento, as espessuras das paredes e das camadas superior e inferior, bem como o tipo e quantidade do preenchimento.
O fatiador já fornece uma estimativa do tempo de produção da peça, da quantidade de filamento que será utilizada (informações vitais para preparar orçamentos), e além disso permite inspecionar cada camada individualmente, em busca de problemas em potencial que podem ser corrigidos no arquivo original do objeto.
As imagens a seguir são de outros softwares Repetier Host e Slic3r) por motivos de clareza na visualização.
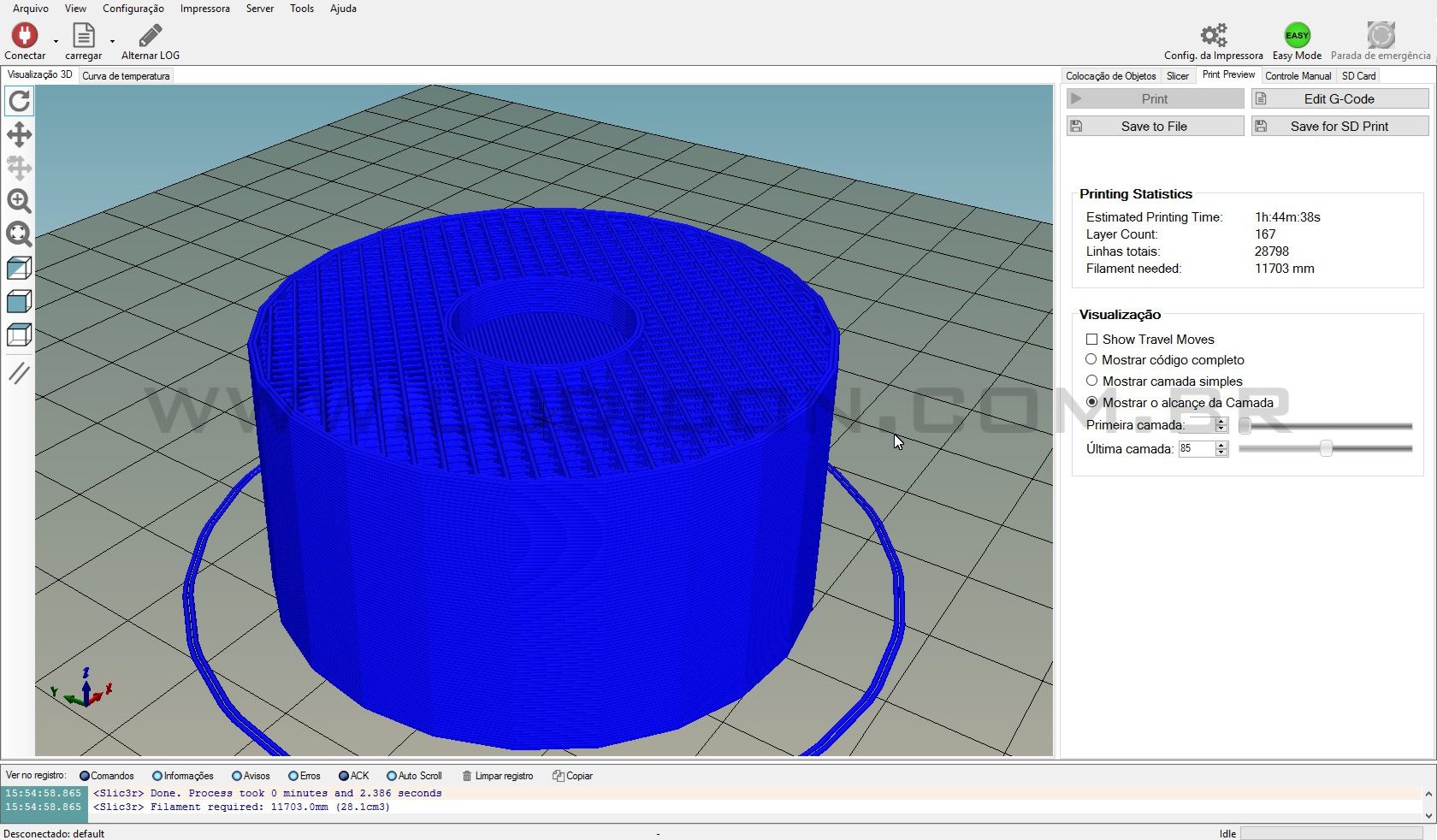
Fatiamento Slic3r
Uma outra função do fatiador é gerar automaticamente os suportes necessários para apoiar o filamento se necessário, uma vez que o filamento não pode ser depositado “no ar”, é necessária alguma superfície ou estrutura para suportar o filamento durante o resfriamento após a extrusão.
O Fatiador então gera automaticamente estruturas de suporte destacáveis, que serão removidas após o término do processo:
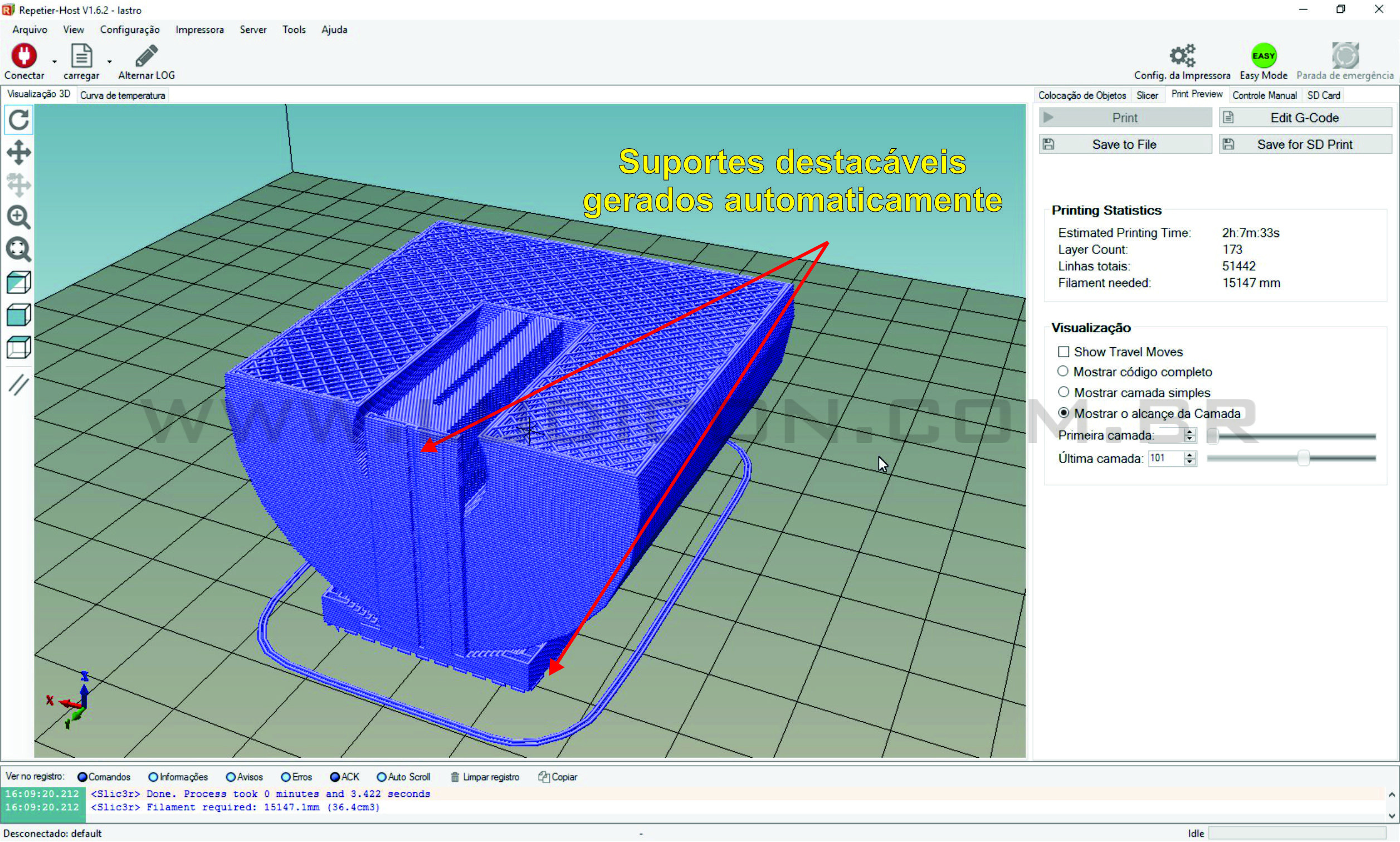
Suportes gerados automaticamente (Repetier Host)
Em muitos casos, a simples mudança na orientação do objeto ao ser carregado no fatiador dispensa o uso de suportes, mas aqui o objetivo era justamente mostrar o seu uso, e por isso o mesmo objeto mostrado acima foi girado em 90 graus no eixo X:
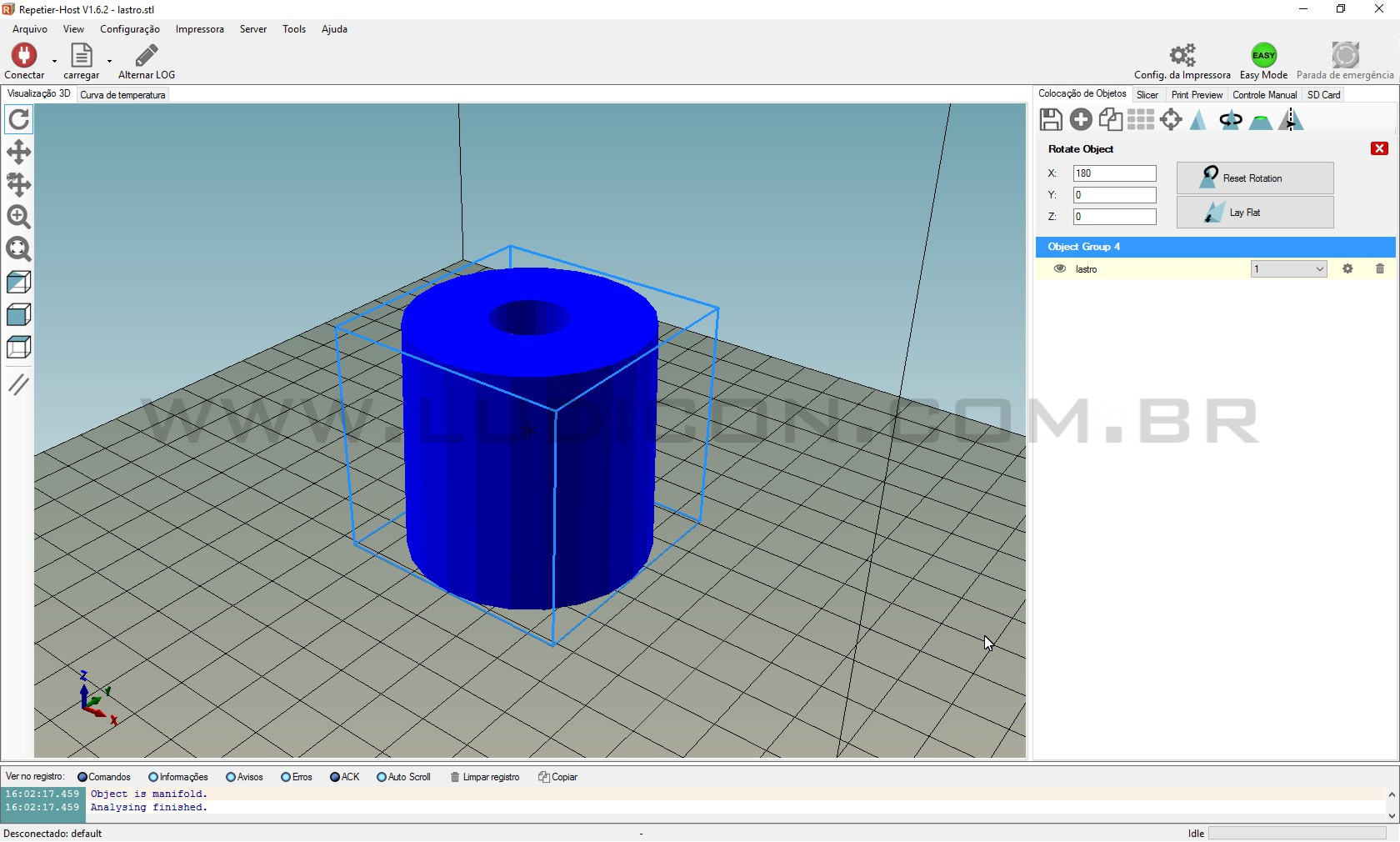
Orientação diferente – dispensa suportes (Repetier Host)
Objetos maiores que o tamanho máximo admitido pela impressora podem ser divididos em secções menores e montados posteriormente. Alguns softwares de modelagem 3D já oferecem essa função de forma integrada, como o Fusion360 da Autodesk. Em outros casos, é necessário projetar a peça em partes ou dividir o objeto em partes menores usando programas especiais.
Uma característica importante do formato formato STL é não permitir edição no sentido usual do termo, uma vez que a exportação do objeto criado em ambiente virtual para o formato STL cria uma “pele” ao redor do objeto e suprime esse objeto, perdendo-se portanto toda a informação sobre a construção do objeto.
Assim, o arquivo STL descreve uma “casca” de espessura infinitesimal, composta de inúmeras facetas em geral triangulares, definidas pelas coordenadas espaciais de seus vértices e de um vetor que aponta “para fora”.
Se qualquer dessas facetas estiver ausente ou mal definida, o objeto é classificado como “não à prova d’água”, mas esse termo refere-se apenas ao fato de que a “pele” do objeto não é contínua, que apresenta uma ou mais aberturas ou que alguma das facetas encontra-se invertida em relação às demais, e isso geralmente inviabiliza a impressão 3D (objetos produzidos por impressão 3D no método FDA via de regra não são estanques a menos que recebam tratamento posterior).
Alguns fatiadores, ao carregar os objetos STL, já fazem uma verificação prévia e mostram um alerta de que o arquivo precisa ser reparado.
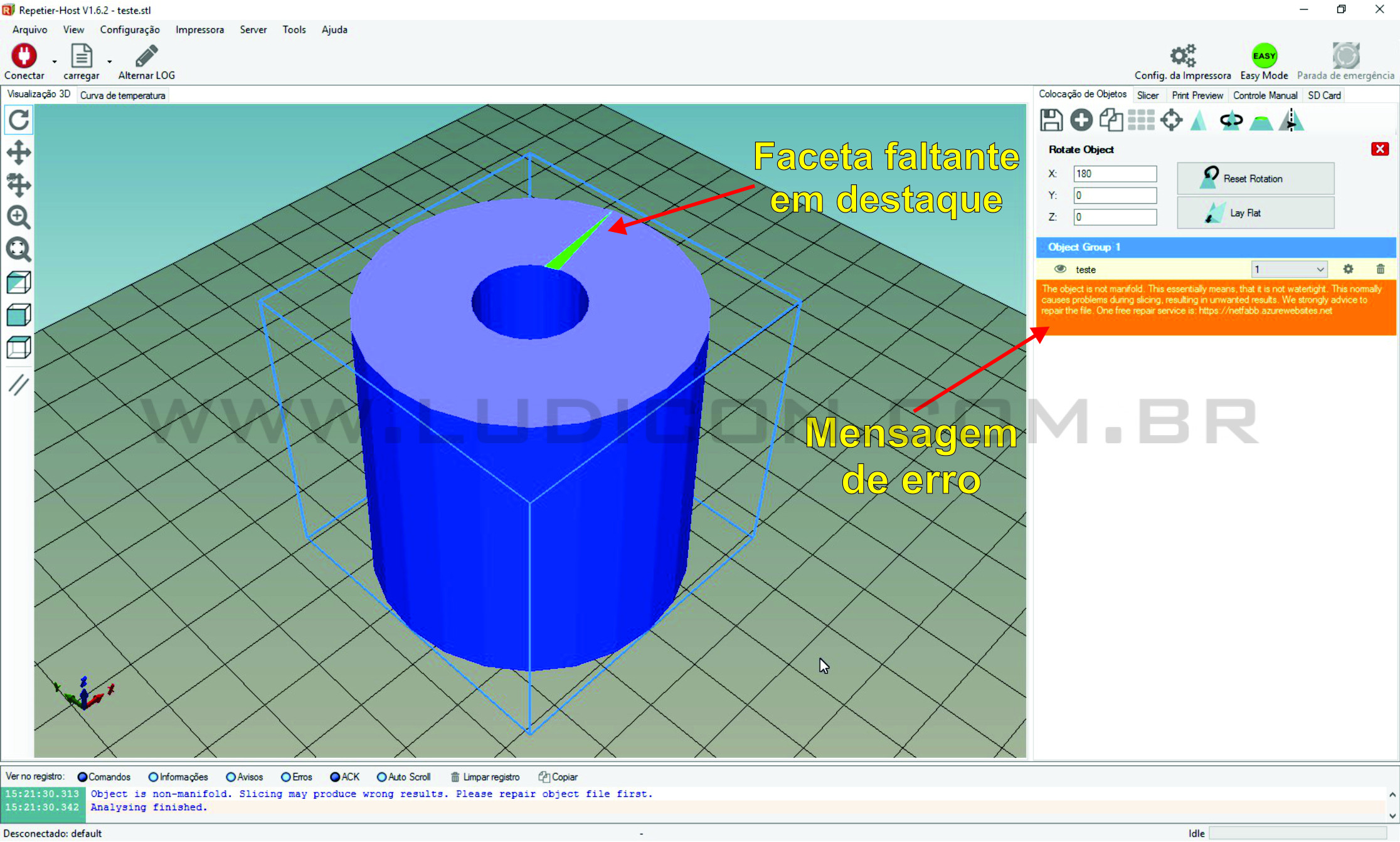 Erro acusado pelo Repetier Host
Erro acusado pelo Repetier Host
Nesses casos, é necessário “reparar” o STL, usando programas especiais, como a versão gratuita e limitada do programa NetFabb Basic ou o programa Meshmixer da Autodesk, que literalmente “tapam” as aberturas com facetas adicionais. Alguns fatiadores oferecem a opção de reparo automático, mas de forma bem limitada.
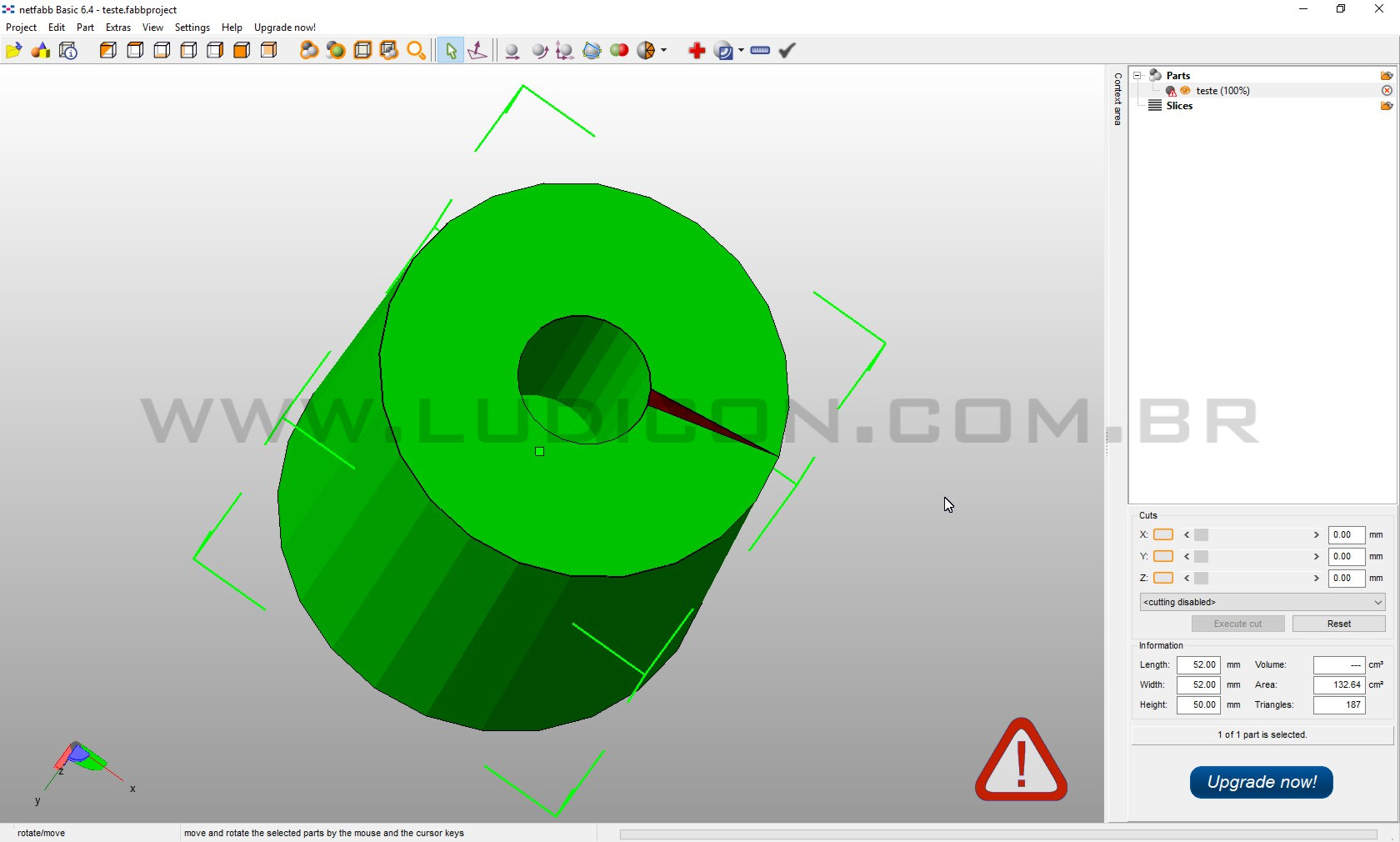
Faceta ausente idenditificada pelo Netfabb
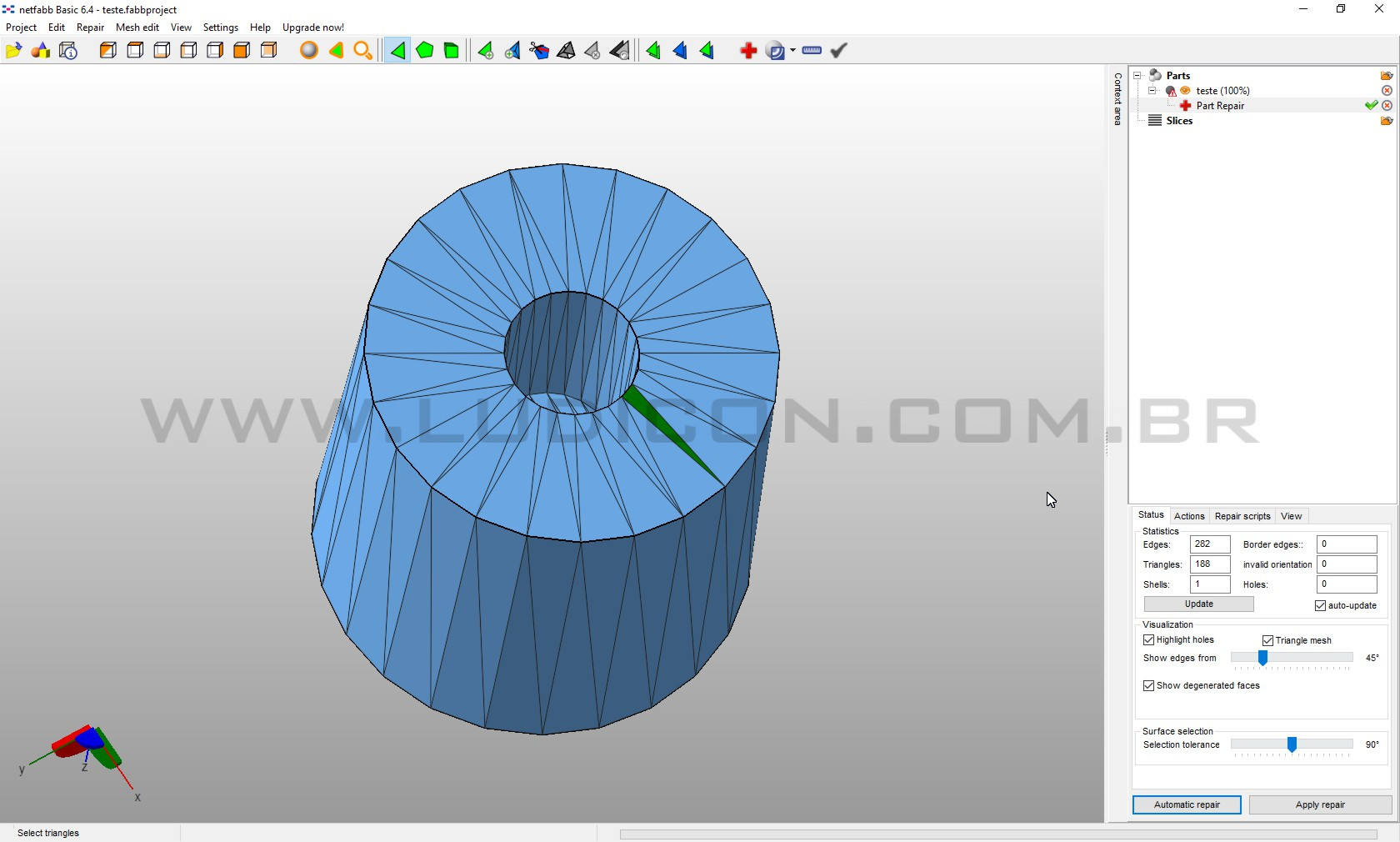
Reparo automático feito pelo Netfabb
Esses softwares podem também ser usados para subdividir um objeto demasiado grande em partes menores, automaticamente adicionando as facetas necessárias aos planos de corte, garantindo assim que cada uma das partes esteja completamente fechada ao ser exportada individualmente.
Um único arquivo STL pode conter diversos objetos, e em alguns casos pode ser necessário separar um ou mais desses objetos antes do processo de impressão 3D. Assim como a subdivisão do arquivo original em partes menores, isso pode ser feito por alguns programas como o Netfabb ou com o visualizador AbViewer (também em versão gratuita limitada), que permite eliminar partes componentes de um arquivo STL de múltiplos objetos (no caso abaixo, são partes de um modelo da sonda Curiosity, que pode ser baixado gratuitamente do site da NASA).
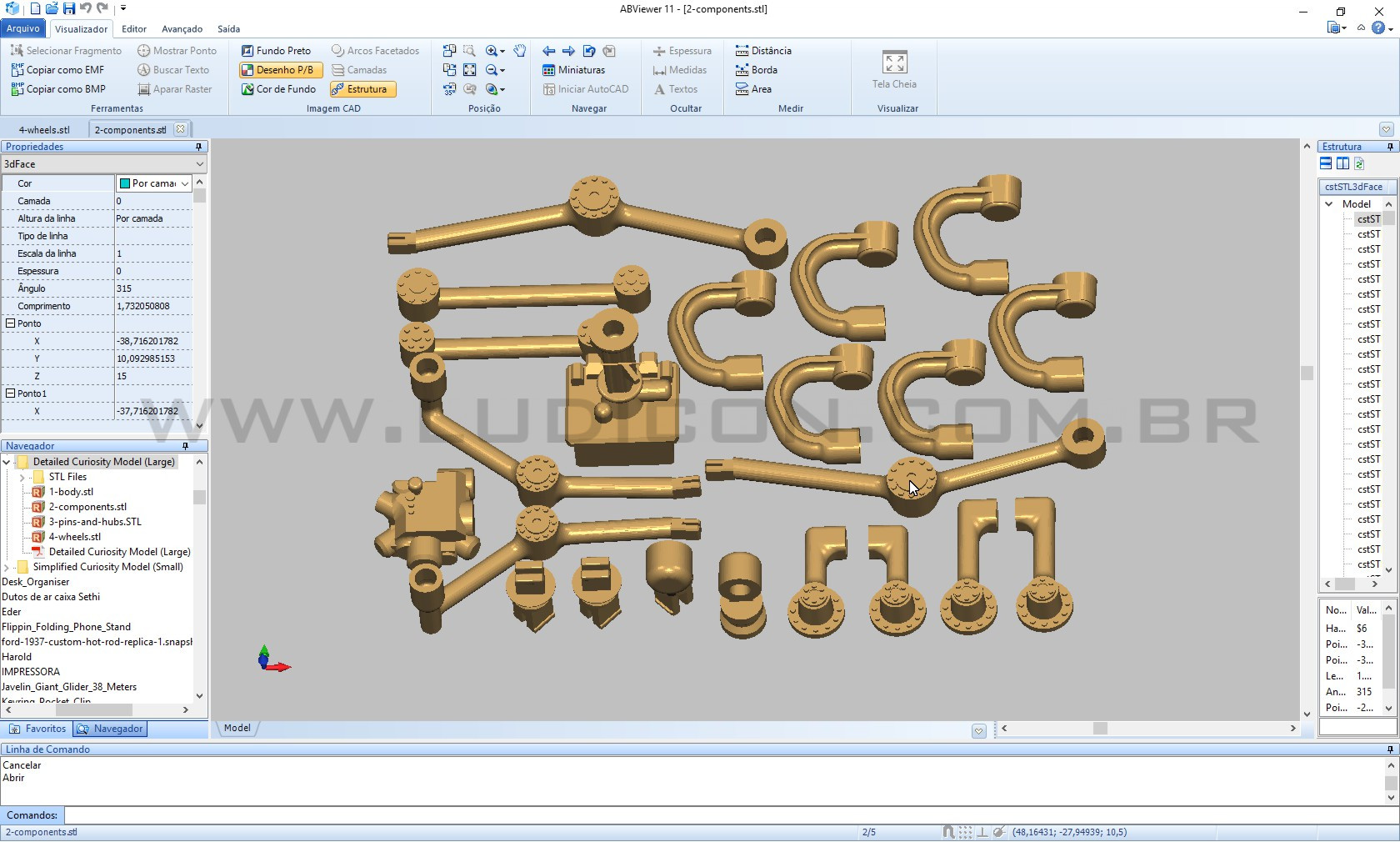
Conjunto de partes no AbViewer
O programa AbViewer permite apagar ou editar facetas individuais, e portanto todas as facetas desnecessárias (e portanto os objetos constituídos por elas) podem ser removidas, deixando apenas o objeto desejado:
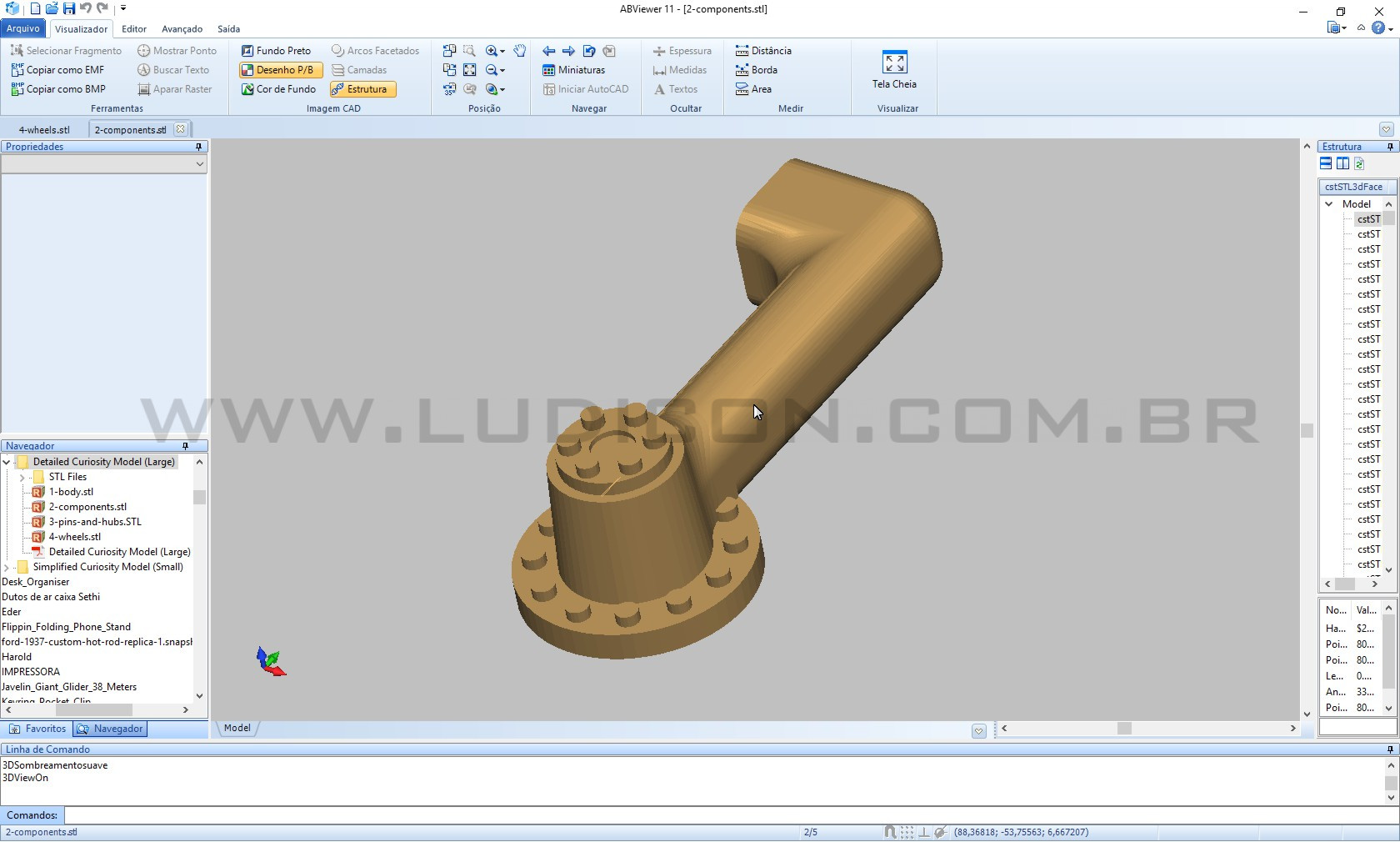
Parte isolada pelo AbViewer
Como tudo o mais no “mundo real”, o processo FDM possui suas vantagens e limitações. Assim, detalhes muito pequenos não são representados corretamente neste processo, assim como paredes muito finas e/ou muito altas, objetos com elevado fator de preenchimento, furos muito pequenos são alguns dos detalhes que causam problemas no processo FDM.
Contudo, para fins práticos, a precisão e o nível de detalhes são mais que suficientes em modelos de média escala e em especial nas etapas intermediárias da elaboração de um protótipo que posteriormente será produzido industrialmente por outros processos.
Um acabamento liso pode ser obtido por diversos meios, tais como aplicação de massa ou primer de pintura, lixamento, e outros meios.
A principal vantagem do processo FDM é o baixo custo e a vida útil praticamente ilimitada do material, bem como do custo relativamente baixo das máquinas.